 新浪微博
新浪微博 騰訊微博
騰訊微博



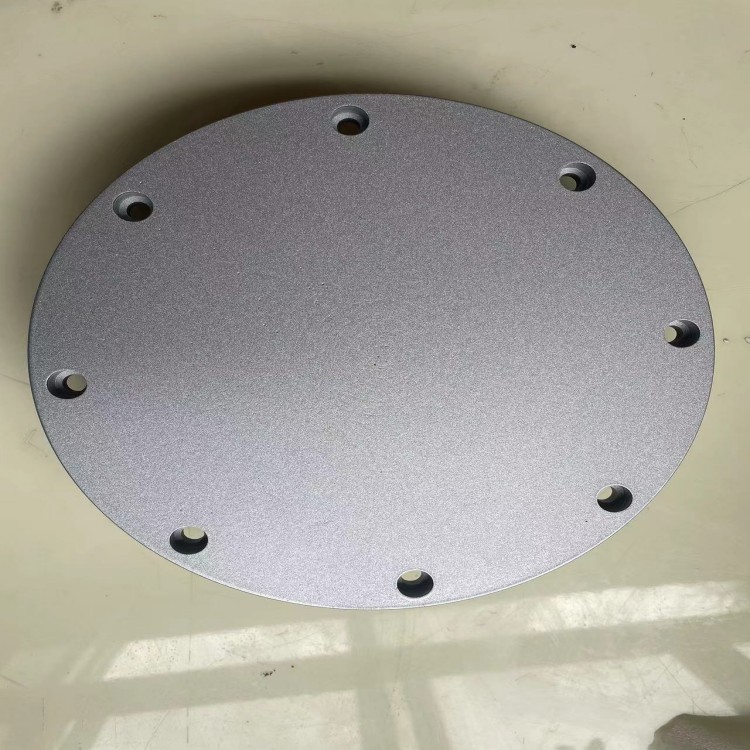
簡介:砂型鑄造是最經(jīng)典的鑄造工序,以砂子制作出模具采取澆鑄以此獲得鋁鑄件便是砂鑄鋁件。
砂型鑄造是最經(jīng)典的鑄造工序,以砂子制作出模具采取澆鑄以此獲得鋁鑄件便是砂鑄鋁件。
砂鑄鋁件熱處理方法由加溫、隔熱保溫和降溫3個環(huán)節(jié)構(gòu)成的。整套工序流程都能用加溫速率、加溫工作溫度、隔熱保溫時長、降溫速率和熱處理淬火周期時間等多個參數(shù)值來敘述,每種熱處理工藝標準中,工作溫度是很重要的信息。倘若溫度檢測不精準,熱處理工藝標準就無法得到準確的實施,從而導(dǎo)致鋁鑄件產(chǎn)品品質(zhì)降低甚至是報廢不能使用。溫度的測量與操控是熱處理工藝的核心,也是影響到變形的重要因素。砂鑄鋁件表面淬火后降溫步驟對變形的干擾也是很重要的1個出現(xiàn)變形因素。金屬熱處理后在降溫過程中,往往是薄的位置冷得快,厚的位置冷得慢。在達到實際的加工需求的前提下,應(yīng)盡可能減少鑄件厚度相差太大,工件橫截面要求均衡,以減小過渡區(qū)因應(yīng)力集中出現(xiàn)變形和裂開的缺陷。



相關(guān)資訊
聯(lián)系宇天
咨詢熱線:13833745613
手機:13833745613
聯(lián)系人:白經(jīng)理
手機:18333056535
聯(lián)系人:王婷婷女士
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
